
Introduction — A Sharp Start
Production slowdowns eat profit — that is a fact I no longer accept as inevitable. As an electric motor manufacturer I track cycle times and scrap rates daily; the latest shop-floor audit showed a 12% throughput gap (yes, that hurts). Where exactly are we leaking hours and materials — and can we close the gap without blowing the budget?
I’ll be blunt: some fixes are cosmetic. We need to find the mechanical and control pain points and deal with them directly. This piece will compare approaches, show where typical fixes fail, and point out practical metrics you can use immediately. — Let’s get into the details.
Part 2 — Where Traditional Solutions Often Break Down
Why do conventional methods keep missing the mark?
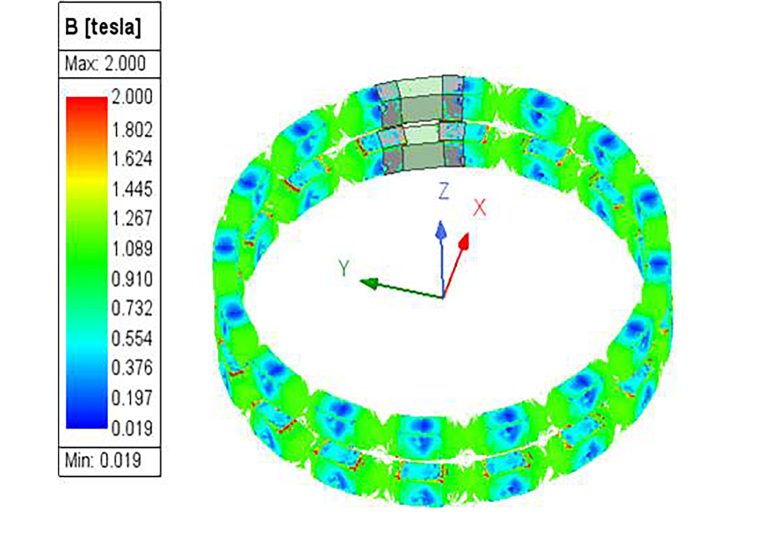
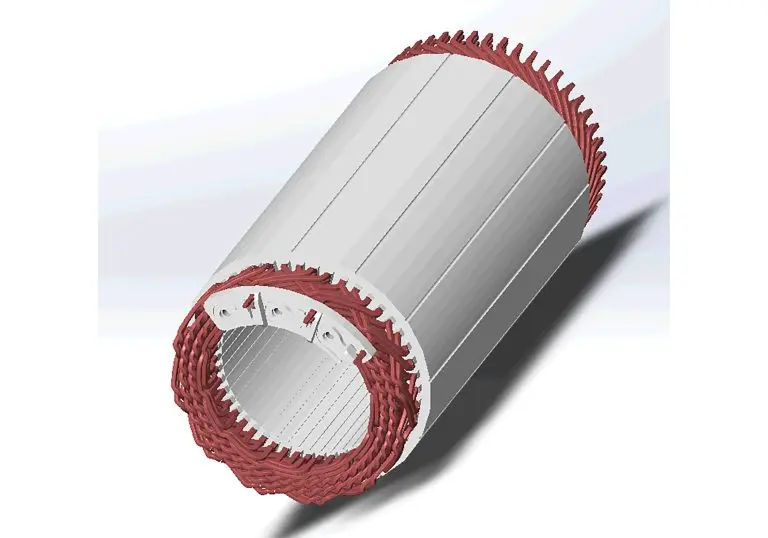
I link this to the core systems we all touch every day. When I review a line from start to finish I look at the basics: motor manufacturer work cells, tooling tolerances, and control logic. Too often teams patch around symptoms — tighten a clamp here, change a feed there — while the root cause sits in the motor’s thermal path or control loop. That shows up as uneven stator winding tension, imprecise rotor alignment, and degraded torque density during load tests. These are not mysterious issues; they are measurable. We must measure them.
Technically speaking, many plants rely on dated control schemes and oversized safety margins in power converters. That gives a false sense of reliability but costs efficiency. Look, it’s simpler than you think: fix the sensor placement, reduce latency in the feedback loop, and you’ll cut rework. We also see supply-side variation — raw lamination thickness, varnish cure inconsistency — which cascades into quality escapes. Short story: incremental tweaks without systems thinking rarely stick. — funny how that works, right?
Part 3 — Future Outlook: Practical Paths Forward
What’s Next for Motor Lines and Product Strategy?
Moving forward, I favor a mixed approach: targeted retrofits plus smarter process control. For production of niche units — for example when competing with specialized boat motor manufacturers — the gains are in adaptive machining, closed-loop torque testing, and predictive maintenance powered by simple analytics at the line level. These are not exotic. Edge computing nodes can host small ML models that watch vibration and current, then flag drift before a batch goes bad. The principle: early detection, small interventions, measurable returns.
In practice I recommend pilots that focus on one bottleneck at a time. Start with a stator winding cell and instrument it. Use clear KPIs: first-pass yield, cycle time, and mean time between failures. Compare before and after over 30 production runs. If the pilot shows a meaningful lift, scale stepwise. This staged approach keeps investment rational and the shop floor engaged — people adapt faster when they see real results. — and yes, it builds confidence.
Final Recommendations — Three Metrics to Evaluate Any Solution
We’ve compared the issues and sketched future moves. Now here are three concrete metrics I use to evaluate any improvement program:
1) First-Pass Yield Improvement (%): Measures parts meeting spec without rework. I want to see clear, repeatable gains within the pilot window.
2) Effective Cycle Time Reduction (seconds or %): This ties to throughput and labor cost. A modest percentage cut compounds across shifts.
3) Cost per Good Unit (raw material + energy + labor): The bottom-line metric. If an intervention lowers this, it’s worth scaling.
I’ve walked factory floors that started with skepticism and ended with measurable change. I prefer realistic pilots and clear KPIs over big-bang promises. If you want to talk specifics or see how these ideas work on your line, I’m ready to help — and I mean that. Santroll